


GENERAL FEATURES
According to the conditions of use and the properties of the burning, it is manufactured in different designs. Depending on the usage conditions, the economizers can be made from straight seamless pipe, winged pipe, 316L stainless steel pipe; flat pipe, pinned winged pipe reserves or without reserves.
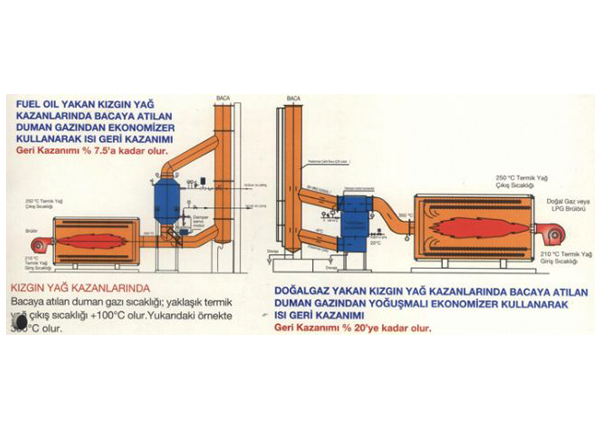
Water in coal and fuel-oil boilers should enter the economiser at a min.70° C temperature. However, Corrosion occurs at the entrance point. The flue gas leaving the economiser is 180°C in sulfur coal, 160 ° C in fuel oil, 120, in natural gas non-condensing economiser should not be little than 120⁰C.
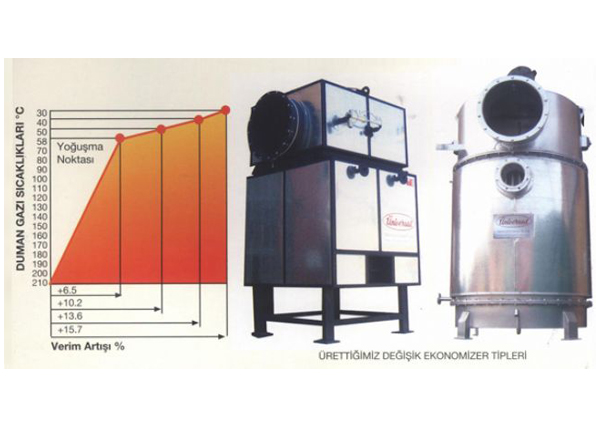
Boiler efficiency can be increased up to 15.7% by using a condensing economizer in gas-fired boilers.
Scotch type 6 bar operating pressure; the flue gas temperature leaving a gas boiler burning natural gas is 210°C at full load and the recovery (fuel economy) values obtained at different temperatures of the flue gas leaving the economiser placed behind the boiler
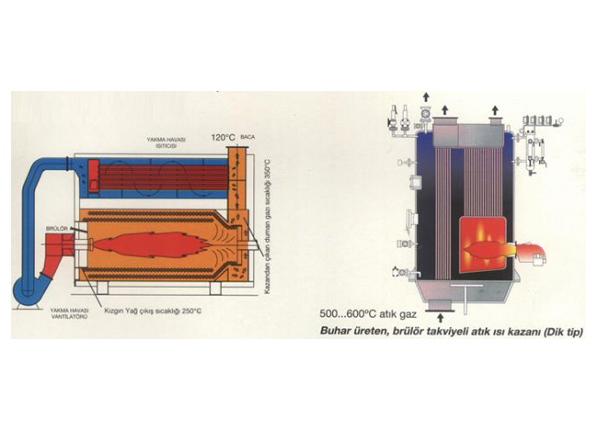
Burning air temperature can be increased to 250°C, while the flue gas temperature is reduced to 120°C by means of the combustion air heater, which is added to the oil boiler at the natural gas burning. Boiler efficiency is increased by 11.5%.
DESIGN
In steam boilers, superheated oil boilers, glass or similar melting or drying ovens, by means of hot gases thrown in the boiler in cogeneration facilities; boiler feed water, heating water, hot running water, process water heated; or burning air, ambient air, process air are heated and recovery is provided. It should not be forgotten that every 20°C temperature decrease of the hot smoke gas blown into the funnel increases the efficiency of the device by 1%.
 Türkçe
Türkçe English
English